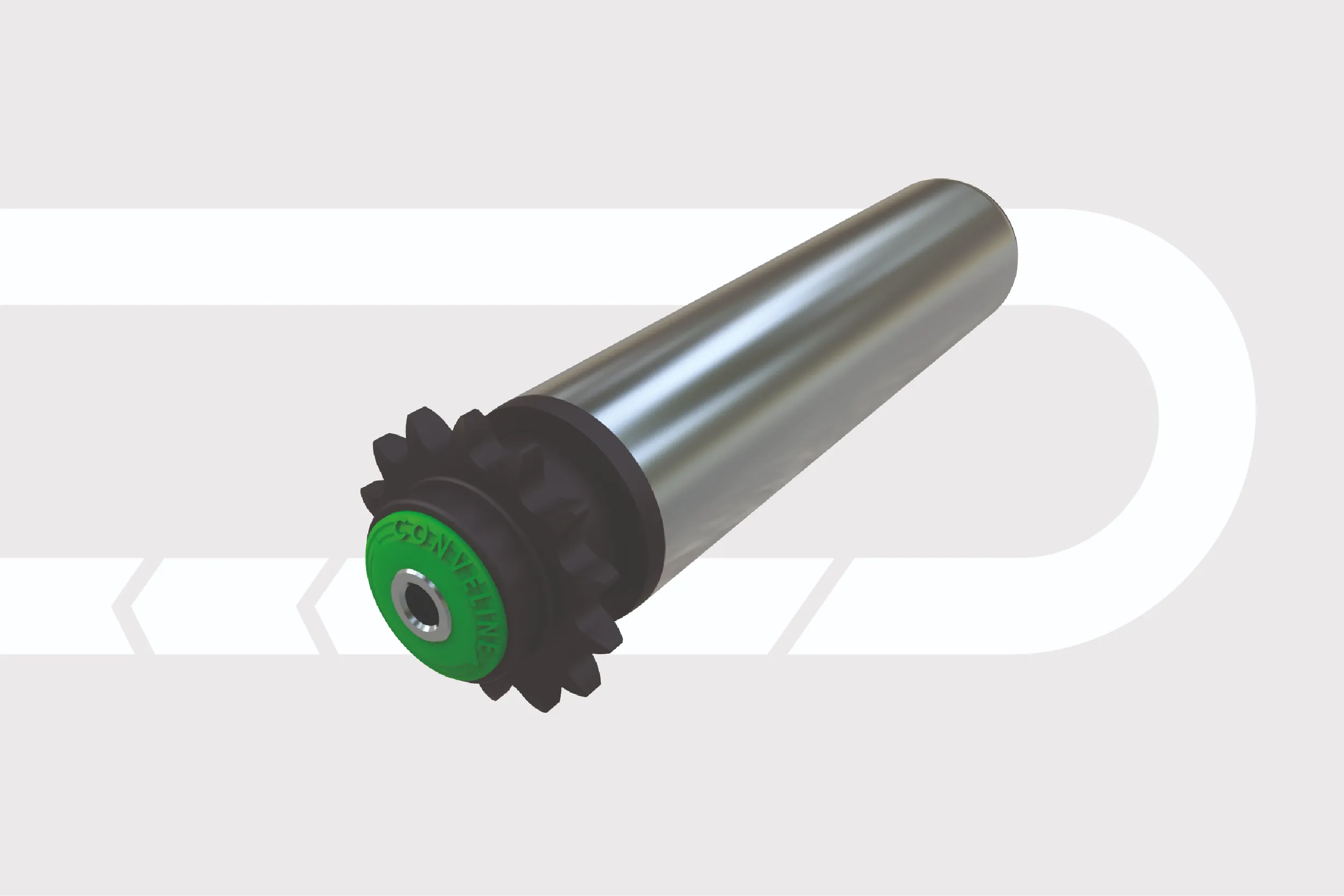
Single Sprocket Conveyor Roller
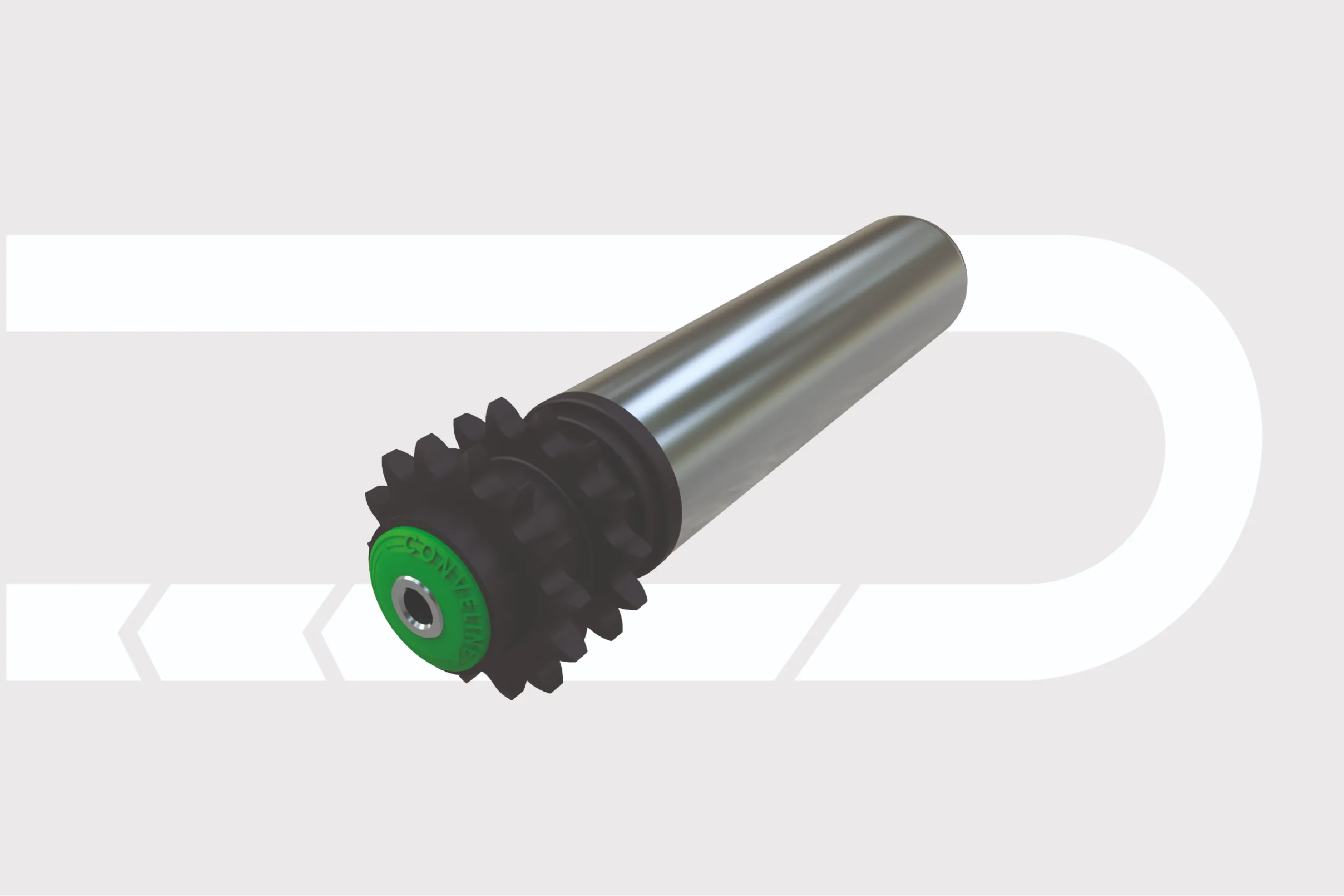
Conveline Rollers is a leading single sprocket conveyor roller manufacturer, offering high-quality Powered Conveyor Single Sprocket Rollers with Steel Housing for a wide range of industrial applications. These rollers are designed to ensure smooth and efficient movement of materials within conveyor systems, improving overall workflow in factories, warehouses, and logistics units. The single sprocket conveyor roller plays a key role in power transmission, allowing the movement of goods with minimal resistance. Its steel housing adds strength and durability, making it suitable for both light-duty and heavy-duty operations. The precision-engineered sprocket ensures reliable chain engagement, reducing wear and tear and improving the performance and service life of the conveyor system.
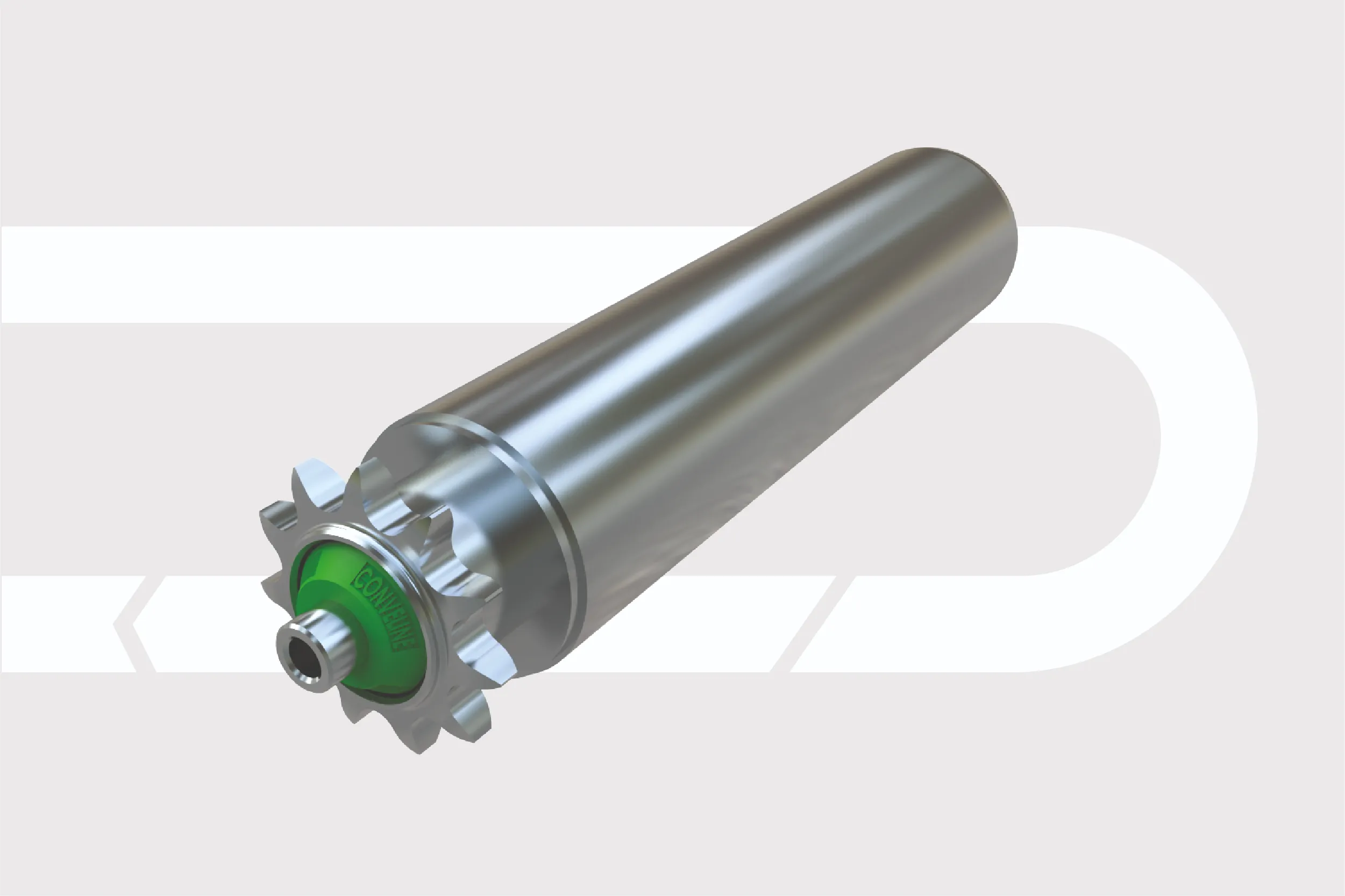
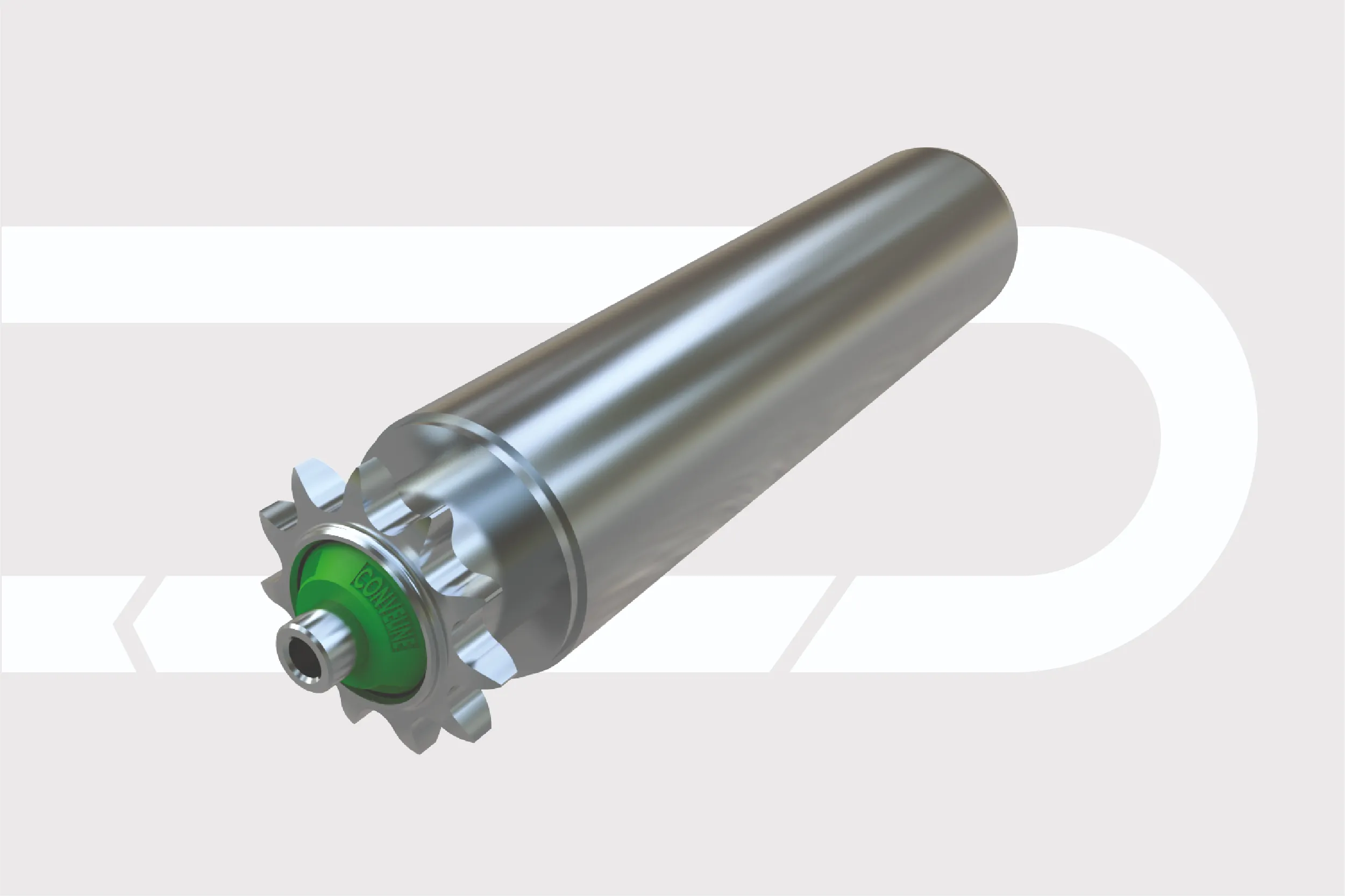
single sprocket rollers manufactured by Conveline Rollers use top-grade materials and advanced production techniques to deliver consistent quality. These rollers are ideal for straight or slightly inclined conveyor setups, commonly used in packaging, automotive, and assembly lines. Each single sprocket conveyor roller is designed for easy integration into standard conveyor systems and can be customized based on specific load capacities and application needs. These rollers, with their strong steel housing and excellent power transfer capacity, provide long-term performance, low maintenance, and increased output.
Features of Single Sprocket Conveyor Roller:
Using a Single Sprocket Conveyor Roller
Conveline Rollers offers high-performance single sprocket conveyor rollers known for their durability and versatility across a wide range of industries. These rollers are essential in systems requiring efficient material movement and power transmission.
- Manufacturing Facilities: Perfect for assembly lines where consistent movement of components between stations is required.
- Distribution Centers: Plays a key role in sorting and transporting parcels, ensuring fast and accurate order handling.
- Food Processing Plants: Ideal for conveyor systems handling raw or packaged food, built to meet hygiene and safety standards.
- Warehouse Racking Systems: Improves the efficiency of gravity-fed racking systems by enabling smooth and controlled item flow.
- Recycling Plants: Supports the movement of recyclable materials, contributing to operational efficiency in waste management processes.